Mi az üreges betonlap és miért számít a modern építőiparban?
A üreges mag betonlap egy előregyártott feszített betonelem, amelynek hosszában hosszirányú üregek – jellemzően kör vagy ovális – futnak végig. Ezek az üregek akár 40-50%-kal csökkentik a födém teljes tömegét az egyenértékű méretű tömör betonlapokhoz képest, miközben megtartják a kiváló szerkezeti teljesítményt a hajlítási, nyírási és tűzállóság terén. Ez a kombináció teszi az üreges födémeket az egyik legszélesebb körben használt padlórendszerré kereskedelmi épületekben, többszintes lakóépületekben, parkolókban, ipari raktárakban és infrastrukturális projektekben világszerte.
A lényegi következtetés egyértelmű: az üreges betonlemezek kiváló szilárdság-tömeg arányt, gyors beépítési sebességet és csökkentett anyagfelhasználást biztosítanak. Ha modern előregyártott üzemben gyártják – ahol precíziós zsaluzás, zsalumágnesek , és az automatizált öntőágyak határozzák meg a gyártás minőségét – ezek a födémek következetesen megfelelnek a szűk mérettűréseknek és az igényes szerkezeti előírásoknak. A gyártás, kezelés és telepítés módja elengedhetetlen a költséghatékony, nagy teljesítményű padlóburkolati megoldásokat kereső mérnökök, vállalkozók és beszerzési szakemberek számára.
Az üreges betonlapok gyártása
Az üreges beton födémek gyártása szinte kizárólag előregyártott betongyárakban történik, két domináns módszer egyikével: az extrudálási (csúszásos) eljárással vagy a nedves öntési eljárással. Mindegyik megközelítésnek sajátos következményei vannak a zsalurendszerre, a vasalás elrendezésére, a felületkezelésre és a mágneses rögzítőelemek szerepére.
Extrudálási módszer
Az extrudálási eljárás során egy hosszú soros öntőágyat – jellemzően 100-150 m hosszúságban – nagy szakítószilárdságú acélszálakkal előfeszítenek, mielőtt bármilyen betont felhelyeznének. Egy extrudáló gép halad végig az ágyon, és merev, zéró betonkeveréket kényszerít az üreges magokat alkotó tüskék köré. A gép nagyjából 1-2 m/perc sebességgel mozog, és egy folyamatos, egyenletes keresztmetszetű födémet hagy maga után. Szigetelt burkolatok alatt vagy fűtött környezetben történő kikeményedés után a födémet gyémántfűrészeljük a kívánt hosszra.
Mivel maga az öntőágy szolgál elsődleges formaként, a különálló zsaluelemek szerepe korlátozott – de az oldalformák, a végütközők és a beágyazott betétek továbbra is zsalumágnesek acél alkatrészek rögzítésére a mágneses öntőasztal felületén fúrás vagy hegesztés nélkül. Ezt a nem invazív rögzítési módszert különösen nagyra értékelik a hosszú soros gyártásban, mert kiküszöböli a drága acélágyak sérülését, és lehetővé teszi a gyors áthelyezést a gyártási ciklusok között.
Nedves öntési módszer
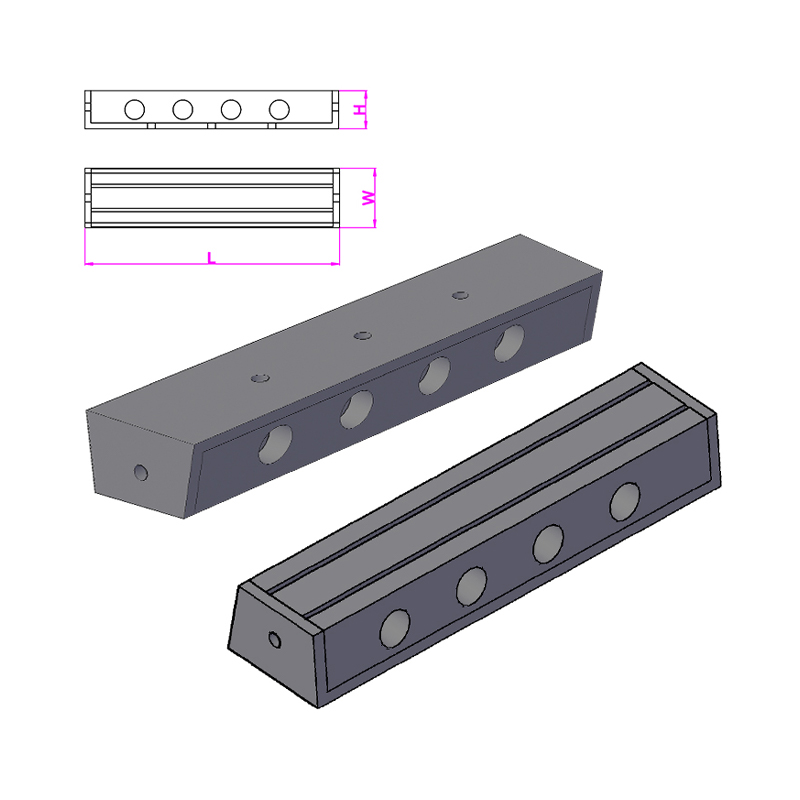
A nedves öntési eljárás egyedi acélformákat vagy raklap alapú rendszereket használ, amelyekre a zsaluelemeket szerelik fel. itt, zsalumágnesek – más néven mágneses zsaluhorgonyok vagy mágnesdobozok – központi és jól látható szerepet töltenek be. Ezeket az eszközöket az acél raklap felületére helyezik, és mágneses erővel vonzzák az oldalsó redőnyöket, blokkokat, betéteket és erősítőketreceket a betonöntés és a vibráció során. A tartóerők széles skálán mozognak a mágnes kialakításától függően, a közös egységek szállítanak 600 kg, 900 kg, 1200 kg vagy akár 2100 kg a tartóerőt, amelyet a zsaluzat súlya és rezgésterhelése alapján kell megválasztani.
A zsalumágnesek másodpercek alatti áthelyezhetősége – egyszerűen az aktiválókar átkapcsolásával a mágneses tér feloldásához – drámaian csökkenti a beállítási időt a csavaros vagy hegesztett horgonyokhoz képest. Egy nagy teljesítményű előregyártott létesítményben, ahol üreges magfödémeket gyártanak karusszelen vagy helyhez kötött raklaprendszeren, ez a sebesség közvetlenül több műszakonkénti gyártási ciklust és alacsonyabb egységenkénti munkaerőköltséget jelent.
A zsalumágnesek szerepe az üreges maglemezgyártásban
Zsaluzó mágnesek olyan tervezett rögzítőeszközök, amelyek állandó neodímium vagy ferrit mágneseket használnak acél házba zárva. Aktiválásakor a mágneses áramkör bezárul az acél raklap vagy asztal felületén keresztül, erős tartóerőt generálva. Ha ki van kapcsolva – egy belső tartómágnest mozgató kar elforgatásával – az áramkör kinyílik, és az egység kézzel felemelhető. Nincs ragasztómaradvány, nincs sérült felület, nincs szükség speciális szerszámokra.
Az üreges betonlemez gyártás során a zsalumágnesek számos speciális funkciót látnak el:
- A födém szélességét és élprofilját meghatározó hosszanti oldalformák rögzítése
- A szélső redőnyök helyben tartása a födém hosszának megállapításához és a fedőfelület kialakításához
- Lezáró alakzatok rögzítése olyan központi helyeken, ahol nyílásokra van szükség a szolgáltatásokhoz, oszlopokhoz vagy rögzítésekhez
- Beöntött betétek rögzítése, például emelőhurkok, horgonycsatornák, menetes hüvelyek és elektromos vezetéktartók
- Stabilizáló merevítőketrecek az elmozdulás ellen a nagyfrekvenciás betonrezgés során
A zsalumágnes kiválasztása és a betonrezgés közötti kapcsolat különösen fontos. A vibráló beton dinamikus erőket fejt ki a zsaluzatra, amely a statikus súly többszöröse is lehet. Egy 1200 kg-os statikus tartóerővel rendelkező zsalumágnes megfelelő lehet egy 80 kg-os formához, ha a rezgési frekvenciák és amplitúdók szerények, de ugyanaz a mágnes elégtelennek bizonyulhat intenzív belső vibráció esetén. A jó hírű gyártók a statikus értékek mellett a rezgésvizsgált tartási adatokat is közzéteszik, és önmagában a statikus erő megadása egy gyakori hiba, amely formamozgáshoz vezet az öntés során.
Mágnestípusok és alkalmazásuk
| Mágnes típusa | Tipikus tartóerő | Elsődleges felhasználás a födémgyártásban | Kulcselőny |
|---|---|---|---|
| Szabványos dobozmágnes | 600-1200 kg | Oldalsó formák, végütközők | Költséghatékony, széles körben elérhető |
| Nagy teherbírású dobozmágnes | 1500–2100 kg | Nehéz acél élformák, nagy blokkok | Magas rezgésállóság |
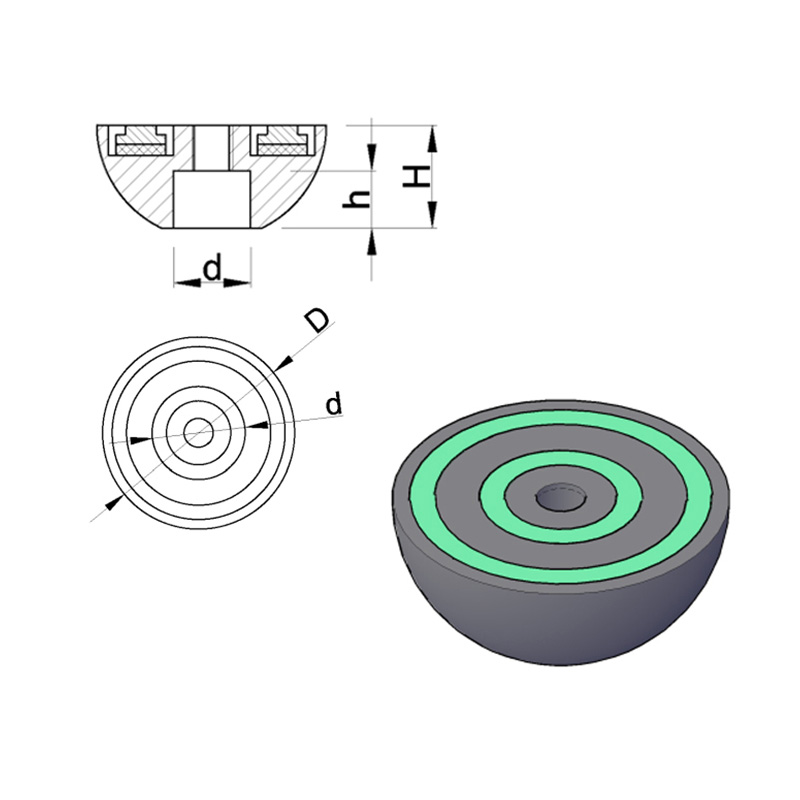
| Mágnesbetét (lapos) | 150-400 kg | Horgony csatornák, emelő aljzatok | Alacsony profil, betétek alá illeszkedik |
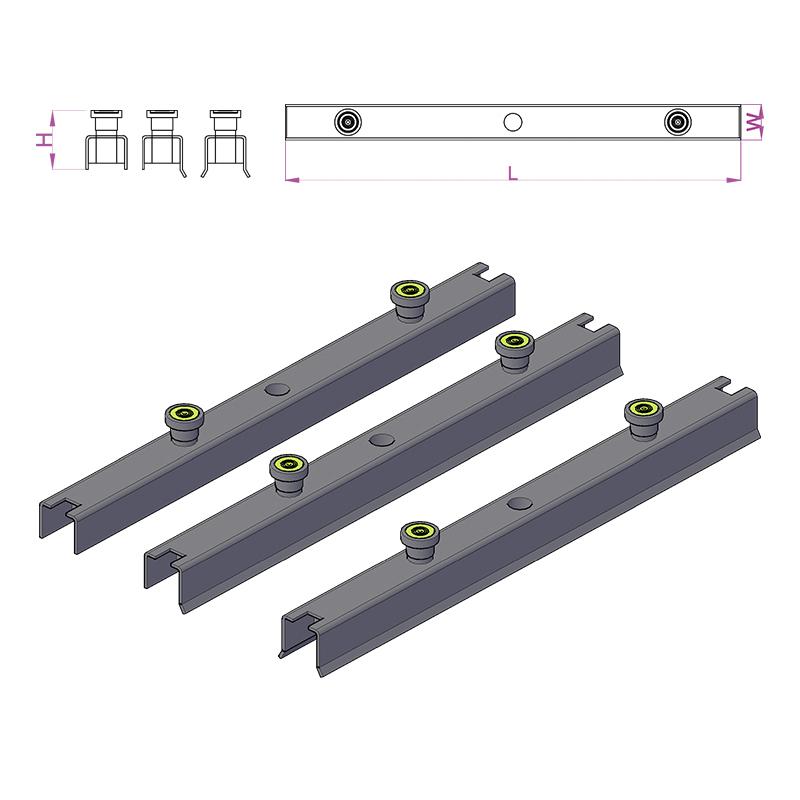
| Mágneses letörés tartó | N/A (pozíciós) | Élletörés csíkok a födém fedelén | Következetes élrészletezés |
| Mágneses sarokszög | Változó | 90°-os csomópontok, blokkoló sarkok | Megszünteti a habarcsszivárgást a sarkoknál |
Üreges magos betonlapok szerkezeti teljesítménye
Az üreges betonlemez szerkezeti viselkedését az előfeszítési szintje, a beton minősége, a mag geometriája és a fesztáv-mélység aránya határozza meg. A szabványos üreges magegységeket től kezdve a mélységig gyártják 150 mm és 500 mm között , jellemzően 1200 mm szélességgel. A gyakorlatban elterjedt a 6-18 m-es fesztáv, jól megtervezett mélyegységek szabályozott terhelés mellett elérik a 20 métert vagy azt is.
Az előfeszítést előfeszített, nagy szilárdságú acél szálakon keresztül alkalmazzák – jellemzően 1570 MPa vagy 1860 MPa folyáshatárral –, amelyeket a betonozás előtt az öntőágy pilléreihez rögzítenek. Miután a beton elérte a szükséges átviteli szilárdságot (általában 25-30 MPa kocka), a szálakat levágják vagy elengedik, és az előfeszítő erőt kötéssel a betonszakaszra továbbítják. Ez egy domborító hatást (felfelé irányuló ívet) vezet be, amely részben ellensúlyozza az elhajlást üzemi terhelés alatt.
Tipikus terhelési tartomány teljesítmény
| Födém mélység (mm) | Fesztáv 6 m (kN/m²) | Fesztáv 9 m (kN/m²) | Fesztáv 12 m (kN/m²) | Fesztáv 15 m (kN/m²) |
|---|---|---|---|---|
| 150 | ~10 | ~3.5 | — | — |
| 200 | >15 | ~7 | ~3 | — |
| 265 | >15 | ~11 | ~6 | ~2.5 |
| 320 | >15 | >15 | ~10 | ~5 |
| 400 | >15 | >15 | >15 | ~10 |
Ezek az ábrák szemléltetik, hogy az üreges födémek miért vannak előírva közepes és hosszú fesztávra irodaházakban és parkolókban, ahol a 2,5–5,0 kN/m² terhelések szabványosak, és a 9–14 m fesztávok gazdaságilag vonzóak. Az előfeszítés sok esetben kiküszöböli a másodlagos acélgerendák szükségességét, csökkenti a padlózóna szerkezeti mélységét, és jelentős magasságot takarít meg – gyakran 300–500 mm/szint – egy többszintes projekt élettartama során.
Tűzállóság
Az üreges magbeton födémek a beton termikus tömege és az előfeszítő szálak fedésének mélysége révén saját tűzállóságot biztosítanak. Általában egy 200 mm-es födém 35 mm-es burkolattal rendelkezik a szál súlypontjához képest REI 120 (két órás szerkezeti tűzállóság) szabványos tűzterhelés mellett. A mélyebb, nagyobb fedésű egységek könnyen elérik a REI 180 vagy REI 240 szintet, és további tűzvédelem nélkül is kielégítik a legszigorúbb kihasználtsági követelményeket. Ez jelentős előny az acél vagy fa alternatívákkal szemben, amelyek duzzadó bevonatokat, sprinklerrendszereket vagy burkolatot igényelnek az egyenértékű minősítés eléréséhez.
Zsaluzórendszerek és mágneses rögzítés az előregyártott üzemben
Az üreges betonlemez minősége elválaszthatatlan az előállításukhoz használt zsalurendszer minőségétől. Függetlenül attól, hogy az üzem helyhez kötött raklaprendszert, forgó körhintat vagy hosszú soros öntőágyakat használ, a zsaluzat rögzítésének és rögzítésének pontossága határozza meg a kész elemek méretpontosságát, felületi minőségét és konzisztenciáját.
Raklapkörhinta rendszerek
A modern raklapkarusszelben az acél raklapok meghatározott állomássorozaton haladnak keresztül: tisztítás, formázás, vasalás elhelyezése, betonöntés, vibráció, kikeményedés, formázás és elemszállítás. A teljes ciklus általában 24 órán keresztül tart, és egyszerre több raklap van forgalomban. A formázó állomáson a kezelők az oldalsó formákat és betéteket helyezik el zsalumágnesek az egyes elemek CNC által generált vagy rajz alapú elrendezése szerint. Mivel a raklap felülete precíziósan köszörült acéllemez, a mágnesek egyenletes érintkezést és tartóerőt biztosítanak a teljes területen.
A mágneses zsaluzat karusszel rendszerben történő rögzítéséből származó hatékonyságnövekedés jelentős. Az európai előregyártott gyártók tanulmányai következetesen beszámolnak 30-50%-os csökkenés a forma kötési idejében a csavaros vagy hegesztett horgonyrendszerekhez képest. Egy napi 80–120 raklapot előállító üzemben ez műszakonként órákonként megtakarított munkaerőt és a födém négyzetméterenkénti gyártási költségének mérhető csökkenését jelenti.
Hosszú soros öntőágyak extrudált üreges magokhoz
A hosszú soros extrudálásnál az elsődleges zsaluzási funkciót maga az öntőágy tölti be – egy lapos, sima acél vagy polimer bevonatú felület, amelyen az extruder halad. A zsalumágneseket és a kapcsolódó mágneses horgonyrendszereket azonban a következők megtartására használják:
- Az előfeszített pályát profilozó szálterelők és deviátorok
- Hosszirányú oldalsínek, amelyek meghatározzák a födém szélességét az extruder megkezdése előtt
- Magblokkoló formák, amelyek meghatározott helyeken nyílásokat hoznak létre a szolgáltatás behatolásához
- A nedves betonfelülethez erősítő rudak vagy hálók a kompozit fedőcsatlakozásokhoz
A mágneses rögzítés non-invazív jellege különösen nagyra értékelhető a hosszúsoros ágyásoknál, ahol a felületnek több ezer gyártási cikluson keresztül sértetlennek kell maradnia. A fúrás vagy hegesztés által okozott felületi horzsolás vagy gödör a fugázó szivárgásának és letapadásának forrásává válik, növelve a formázási erőt és a felületi hibákat a kész födémrétegen.
A megfelelő zsalumágnes kiválasztása
A megfelelő zsalumágnes kiválasztása egy adott üreges magfödém-gyártási alkalmazáshoz számos tényező figyelembe vételét igényli, azon túl, hogy a tartóerőt a súlyhoz kell igazítani:
- Raklap vagy asztal vastagsága: A mágneseket meghatározott acélvastagságokhoz (általában 10–25 mm) való használatra tervezték. Túl vékony és a mágneses áramkör hiányos; túl vastag, és a tartóerő jelentősen csökken.
- Beton vibrációs módszer: A külső asztali vibrátorok nagyobb dinamikus erőt generálnak, mint a belső tűvibrátorok. A külső rezgésű rendszerekben lévő mágneseknek nagyobb névleges tartóerőre van szükségük – gyakran a statikusan számított szükséglet 1,5-2-szeresére.
- Édesvíznyomás és betonmagasság: Magas elemekben vagy ahol a betont gyorsan rakják fel, a formákkal szembeni hidraulikus nyomás meghaladhatja az egyszerű súlyszámításokat. A mágnesnek ellenállnia kell mind a függőleges emelőerőnek, mind az oldalirányú nyomásnak.
- Formaanyag és geometria: Az acélformák közvetlenül adják át a mágneses erőt; alumínium vagy műanyag formákhoz acél alaplapokra van szükség, amelyek közvetítő szerepet töltenek be a mágnes és a nem ferromágneses formaanyag között.
- Működési környezet: A függődarukkal, villanymotorokkal vagy más elektromágneses forrásokkal rendelkező üzemeknél árnyékolt házas mágnesekre lehet szükség a nem kívánt deaktiválás vagy interferencia elkerülése érdekében.
A vezető gyártók – köztük a Ratec, a Halfen, a Sommer és mások – mérnöki támogatást nyújtanak a mágnes kiválasztásához, és részletes műszaki adatlapokat tesznek közzé statikus tartóerővel, rezgésvizsgálattal tesztelt erővel, üzemi hőmérséklet-tartománnyal és ciklusélettartammal (jellemzően 500 000 - 1 000 000 aktiválási ciklus mielőtt a belső alkatrészek ellenőrzést igényelnének).
Üreges födémek szállítása, kezelése és szerelése
Az öntött, kikeményedett és hosszra fűrészelt üreges betonlapokat óvatosan kell felemelni, szállítani és felszerelni. Az előfeszített szakasz a feszítési irányú pozitív hajlításra van optimalizálva; a nem megfelelő kezelés, amely negatív hajlítást vagy keresztirányú terhelést okoz, repedést okozhat az előnyomott (sofit) felületen – olyan károsodást, amelyet nehéz észlelni, és ez veszélyeztetheti a szerkezeti teljesítményt.
Emelési és szállítási követelmények
Az üreges magfödémeket erre a célra tervezett bilincsekkel vagy gerenda- és szórószerkezetekkel kell megemelni, amelyek a tervezett emelési zónán belüli pontokon terhelést fejtenek ki – jellemzően legfeljebb L/5 mindkét végétől, ahol L a födém hossza. A 10 m-nél hosszabb födémeknél a hajlítónyomatékok szabályozására bevett gyakorlat a hárompontos vagy négypontos emelés szórógerendával.
A helyszínen a födémeket daruval közvetlenül a tartógerendákra, falakra vagy tartókra szerelik fel. A csapágy hosszának mindkét végén meg kell felelnie a minimális követelményeknek – jellemzően 75 mm acél vagy előregyártott beton tartókon és 100 mm falazaton vagy in situ betonon — a megfelelő teherátvitel biztosítása és az üzemi terhelés alatti végkipattanás megakadályozása. A neoprén vagy habarcs csapágybetéteket az érintkezési feszültség elosztására és a mérettűrések figyelembevételére használják.
Hosszanti kötések fugázása
A szomszédos üreges födémek a födémben az egységek közötti hosszirányú hézagok fugázásával vannak összekötve. A habarcs – jellemzően egy alacsony víz-cement arányú portlandcement keverék – kitölti a kúpos vagy reteszelt hézagot, és miután megszilárdult, átadja a vízszintes nyírást az egységek között, lehetővé téve a padlónak, hogy membránként működjön. A szeizmikus tervezésben ez a membránhatás kritikus fontosságú az oldalirányú erők elosztásához a függőleges szerkezeti rendszerben. A habarcsot gyakran hosszirányú kötőrudakkal erősítik meg, amelyeket a széleken a nyitott magokba helyeznek, és befugázzák, biztosítva a folytonossági megerősítést a hézagban.
A hosszanti illesztés pontossága részben attól függ, hogy mennyire pontosan tartották az élformát az öntés során – egy másik pont, ahol zsalumágnesek és a kapcsolódó mágneses rögzítő tartozékok közvetlenül befolyásolják a beépített padló minőségét. Az öntés során akár 3-5 mm-rel is elmozduló forma nehezen fugázható hézaggeometriát eredményezhet, így üregek maradnak, amelyek csökkentik a nyírási átvitelt és a vízállóságot.
Helyi betonozás
Sok üreges födémfödémet a beépítés után az előregyártott egységekre öntött, jellemzően 50–75 mm vastag szerkezeti beton fedőréteggel látnak el. Ez a feltét több célt is szolgál:
- Kiegyenlíti a padlófelületet, kompenzálja a szomszédos födémek közötti különbséget
- Robusztus membránt hoz létre azáltal, hogy az összes egységet egy folytonos megerősített födém köti össze
- Lehetővé teszi az esztrich, padlófűtés vagy szolgáltatások beépítését a feltöltési mélységbe
- Kompozit kivitelben növeli a padló szerkezeti mélységét és teherbírását
Az extrudálással előállított üreges maglemezek felső felülete szándékosan durva marad – az extrudálási folyamat hullámos vagy csíkos textúrát hagy maga után, amely mechanikai kötést biztosít a fedőréteg számára. A nedvesen öntött egységek felület-előkészítést igényelnek (jellemzően szemcseszórás vagy mechanikus hegesztés) az azonos kötési szilárdság eléréséhez, ami növeli a gyártási lépést és a kapcsolódó költségeket.
Az üreges betonlapok fenntarthatósága és anyaghatékonysága
Az építőipar egyre nagyobb nyomással néz szembe a megtestesült szén- és anyagfelhasználás csökkentésére. Az üreges betonlemezek számos fenntarthatósági mutató tekintetében kedvezőek az alternatív padlóburkolatokhoz, különösen, ha a teljes életciklust figyelembe vesszük.
Csökkentett beton- és acéltérfogat
A beton eltávolításával a magzónából – ahol az csekély mértékben járul hozzá a hajlítási ellenálláshoz – az üreges mag gyártása 30-45%-kal kevesebb beton négyzetméterenként mint egy ekvivalens tömör födém azonos fesztávolsággal és teherbírással. A nagyszilárdságú feszítőacél (1860 MPa) használata a hagyományos lágyacél vasalás (500 MPa) helyett azt jelenti, hogy az acél össztömege területegységre vonatkoztatva jelentősen csökken: egy üreges födém csak 2-4 kg/m² feszítőszálat használhat, szemben a tervezett betonacél 8-15 kg/m² teljesítményű betonacél 8-15 kg/m² teljesítményével.
Ez az anyagcsökkenés közvetlenül csökkenti a padlószerkezet széntartalmát. Iparági adatok azt sugallják, hogy egy tipikus 265 mm-es üreges maglemezben a széntartalom kb. 100-130 kg CO₂e/m² 160-200 kg CO₂e/m²-hez képest egy hasonló szerkezeti képességű in situ tömör lapos födém esetében.
Gyári termelés és hulladékcsökkentés
Az ellenőrzött körülmények között végzett gyári gyártás minimálisra csökkenti a túlrendelésből, kiömlésből és utómunkálatokból származó anyagpazarlást. A jól kezelt előregyártott üzemekben a betonhulladék általában a termelési mennyiség 1–3%-át teszi ki, míg a hagyományos in situ telephelyeken ez az arány 5–10% vagy több. A zsalumágnesek és az újrafelhasználható acélformák használata tovább csökkenti a zsaluzási hulladékot; a mágneses rögzítéssel használt kiváló minőségű acélformák több ezer gyártási cikluson keresztül újrahasznosíthatók, míg az in situ telephelyen lévő fazsaluzatot általában néhány használat után eldobják.
Életvégi szempontok
Élettartamuk végén az üreges betonlapok lebonthatók és újrahasznosíthatók adalékanyagként útalapként, töltőanyagként, vagy – fejlettebb újrahasznosítási folyamatok esetén – újra feldolgozhatók beton adalékanyaggá. Az előfeszítő pászma visszanyerhető és acélhulladékként újrahasznosítható. Egyik eljárás sem tökéletes, és a megtestesült szén egy része elvész a bontás és a szállítás során, de az anyagösszetétel (beton és acél) viszonylagos egyszerűsége miatt az üreges maglemezek könnyebben újrahasznosíthatók, mint a több kötött anyagot tartalmazó kompozit rendszerek.
Gyakori alkalmazások és projektpéldák
Az üreges beton födémek az épülettípusok és infrastrukturális alkalmazások széles skálájára alkalmazhatók. Sokoldalúságuk a rendelkezésre álló mélységek széles skálájából, a szervizbetörések és beöntött rögzítések (a gyártás során pontosan mágneses zsaluhorgonyok segítségével történő elhelyezésük) és a különféle tartószerkezetekkel való kompatibilitásukból fakad.
Többszintes lakóépületek
A lakóépületekben a teherhordó falak vagy gerendák között 5-9 m-re átnyúló 200–265 mm-es üreges födémek szabványosak Hollandiában, Skandináviában, Közép-Európában és az Egyesült Királyságban. Egy 15 emeletes, előregyártott üreges padlózattal rendelkező lakótömb a földszintről 8-12 hét alatt lehet vízzáró, míg egy ekvivalens in situ betonszerkezet esetében 20-30 hét alatt. A lakóépületek szabályos alaprajza különösen jól illeszkedik az üreges egységek egységes szélességű és szabványos fesztávolságához.
Kereskedelmi irodaházak
Az irodaházaknál hosszabb fesztávra van szükség a nyitott terű rugalmasság érdekében, jellemzően 9-14 m. A nagy előfeszültségű mély üreges födémek (320–400 mm) 3,5–5,0 kN/m²-es terhelést hordoznak ezeken a fesztávokon, másodlagos gerendák nélkül. Az üreges magfödémek szabaddá váló feneke – az extrudálási vagy nedvesöntési eljárástól eredendően lapos és sima – egyre inkább láthatóvá válik tervezési jellemzőként, elkerülve az álmennyezetek költségeit, és olyan hőtömegelőnyökhöz jut, amelyek 15–25%-kal csökkentik a hűtési csúcsterhelést a jól megtervezett természetes szellőzésű vagy vegyes üzemmódú épületekben.
Parkolók
A többszintes parkolók az egyik legigényesebb környezet az előregyártott beton számára: gyakoriak a 15-18 m fesztávok, a koncentrált kerékterhelés tengelyenként elérheti a 30-60 kN-t, a szerkezet ki van téve a jégmentesítő sóknak, a fagyás-olvadás ciklusoknak és a nedvességnek. Az üreges magfödémek a parkoló alkalmazásokban jellemzően ilyenek 400-500 mm mély , magas betonminőséggel (C50/60 vagy magasabb) és alacsony víz-cement aránnyal készül a tartósság maximalizálása érdekében. A magok közötti vékony szövedékek gondos betonkeverék-tervezést igényelnek – alacsony maximális adalékanyag-méret, megfelelő megmunkálhatóság – és precíz tömörítés, amit az előregyártott üzem ellenőrzött gyártási környezete és minőségellenőrzési rendszerei tesznek lehetővé.
Ipari és raktárépületek
A raktárakban, elosztóközpontokban és gyártólétesítményekben üreges födémeket használnak a magasföldszinteken, a megemelt rakodókon és a földre támasztott padlókon a cölöpfödémeken. Ezekben az alkalmazásokban az öntött emelőaljzatok, az állványrendszerek rögzítési csatornái és az elektromos vezetékek előre beszerelése – mindezt mágneses zsaluzati horgonyokkal a növénytermelés során – jelentősen csökkenti a helyszíni rögzítési költségeket és a program kockázatát.
Az üreges betonlapok minőségellenőrzése és szabványai
Az Európában gyártott üreges betonlapoknak meg kell felelniük EN 1168:2005 A3:2011 — az előregyártott beton üreges födémekre vonatkozó harmonizált termékszabvány. Ez a szabvány meghatározza a szerkezeti ellenállásra, tűzállóságra, veszélyes anyagokra, mérettűrésre és akusztikai teljesítményre vonatkozó teljesítménykövetelményeket, valamint a gyári gyártásellenőrzésre, tesztelésre és CE-jelölésre vonatkozó követelményeket.
Az EN 1168 szerinti fő mérettűrések a következők:
- Hossz: ±20 mm 6 m-ig terjedő födémeknél; 6 m feletti födémeknél a hossz ±0,3%-a
- Szélesség: ±5 mm
- Mélység: ±5 mm
- Egyenesség: ≤L/600, maximum 20 mm
- A végek négyszögletessége: ≤10 mm
- Hajlásszög: 15/−5 mm 12 m-ig terjedő födémeknél
Ezen tűréshatárok elérése következetesen a teljes gyártási lánc minőségétől függ – a keverék tervezésétől és a beton adagolásától a pászmafeszítés pontosságán át a zsaluzásig és az öntés utáni ellenőrzésig. A zsalumágnesek és a kapcsolódó mágneses pozicionáló rendszerek használata hozzájárul a méretpontossághoz azáltal, hogy kiküszöböli a hagyományos csavarozott formáknál vibráció hatására fellépő pozíciósodródást, és lehetővé teszi a gyors, precíz áthelyezést az elrendezések megváltoztatásakor.
A mérettűréseken túl az EN 1168 és az azt támogató Eurocode tervezési szabványok (EN 1992-1-1, EN 1992-1-2) részletes szerkezeti ellenőrzést írnak elő, amely kiterjed a hajlításra, nyírásra, lyukasztásra, végrögzítésre és tűzállóságra. Az üreges födém tervezési folyamata magában foglalja a szükséges terhelés maximális fesztávjának meghatározását, a megfelelő födémmélység és szálelrendezés kiválasztását a gyártó terhelési táblázataiból, a csapágyhossz ellenőrzését, a fugázott padló membránműködésének ellenőrzését, és a szervizelési áttörések egyeztetését a szerkezetmérnökkel.
Az üreges födémek összehasonlítása az alternatív padlórendszerekkel
Az üreges betonlemezek és a versengő padlórendszerek közötti választáshoz mérlegelni kell a szerkezeti teljesítményt, a program sebességét, a költségeket, a fenntarthatóságot és a helyszíni korlátokat. Egyetlen rendszer sem nyer minden kritériumot, de az üreges maglemezek egyértelmű előnyökkel járnak bizonyos forgatókönyvekben.
| Kritérium | Üreges magfödém | Helyi lapos födém | Kompozit acél fedélzet | Tömör előregyártott födém |
|---|---|---|---|---|
| Tipikus fesztáv tartomány | 6-20 m | 5-12 m | 3–9 m (fedélzeti) gerendák | 3-7 m |
| Súly (önálló) | Alacsony – Közepes | Magas | Alacsony – Közepes | Magas |
| Telepítési sebesség | Nagyon gyorsan | Lassú (zsaluzás, kötés) | Gyors | Gyors |
| Tűzállóság (nincs extra védelem) | REI 60–240 | REI 60–180 | Általában REI 30-60 | REI 60–180 |
| Anyaghatékonyság | Magas | Alacsony | Közepes | Alacsony |
| Akusztikus teljesítmény | Jó (esztrichtel) | Jó | Tisztességes (kezelést igényel) | Jó |
| Szolgáltatás integráció | Közepes (cores usable) | Magas (flexible) | Magas | Alacsony |
A magok önmagukban is hasznos előnyt jelentenek az épületgépészet számára: egyes tervezési megközelítésekben a hosszanti üregeket légcsatornaként használják fűtésre, hűtésre vagy szellőztetésre, a kondicionált levegőt a födémen átvezetve egyrészt az elfoglalt teret szolgálják, másrészt a beton termikus tömegét használják fel temperálásra. Ezt a termikusan aktivált épületrendszer (TABS) megközelítést számos irodaprojektben alkalmazták Közép-Európában, mérhetően csökkentve a csúcshűtési igényt akár 30-40% a hagyományos légoldali rendszerekhez képest.
Gyakorlati szempontok a kivitelezőknek és a kivitelezőknek
Az üreges betonlemezek megadása vagy beszerzése a tervezési folyamat korai szakaszában megköveteli a gyártóval való együttműködést. A helyben állítható betonnal ellentétben az üreges magfödémeket a gyárban méretre rögzítik. A gyártás utáni változtatások – kivágások, kiegészítő rögzítések, megerősítés módosítások – műszakilag lehetségesek, de költségesek és időigényesek. Az információáramlás megfelelő kialakítása a tervezési szakaszban kritikus fontosságú.
A tervezési szakaszban szükséges információk
- Szerkezeti terhelések: önsúly, egymásra helyezett önsúly (esztrich, válaszfalak, burkolatok), rávetett (kihasználtsági kategória) és minden koncentrált terhelés az üzemből, raktárból vagy burkolati rögzítésekből
- Tiszta fesztáv és csapágyviszonyok minden támasznál, beleértve a nem párhuzamos támaszokat vagy a ferde geometriát
- A padlózónához szükséges tűzállósági osztály
- Az összes szervizátvezetés helye, mérete és keretezése, beleértve a MEP hüvelyeket, vízelvezető csöveket, a padlón áthaladó szerkezeti oszlopokat és a liftakna nyílásait
- Beönthető rögzítések szükségesek: horgonycsatornák, emelőhüvelyek, rögzítőcsavarok, csőcsonkok – ezek mindegyike mágneses zsaluhorgonyok segítségével kerül elhelyezésre és beöntésre a gyári gyártás során
- Akusztikai teljesítményre vonatkozó követelmények, különösen lakossági vagy vegyes felhasználású projekteknél, ahol az ütéseknek és a levegőben terjedő hangoknak meg kell felelniük a szabályozási szabványoknak
- Elhajlási határok és várható dőlésszögek, különösen ott, ahol a rideg bevonatokat (csempék, terrazzo) közvetlenül a födém felületére hordják fel
Helyszíni koordináció a telepítéshez
A helyszínen az üreges födémek beépítéséhez szükséges a daru kapacitásának, a hozzáférési útvonalak, az ideiglenes kitámasztás (ha a szerkezeti terv megköveteli), a fugázások, a fedőöntések és a szerkezeti csatlakozási részletek sorrendjének összehangolása. A daruk kapacitása gyakran kritikus korlát : egy 400 mm átmérőjű, 12 m hosszú és 1,2 m széles üreges födém súlya körülbelül 5000-5500 kg. Egy szűkös városi területen, ahol a daru kinyúlása csökkenti az emelési kapacitást, szükség lehet a födém hosszának csökkentésére vagy egy könnyebb egység megadására – ez a döntés a fesztávra, a terhelésre és a tartószerkezetre vonatkozik.
A hézagok fugázásának pontosan követnie kell a gyártó előírásait. Túl nedves fugával porózus, gyenge hézag keletkezik, amely hajlamos a repedésre; túl száraz, és előfordulhat, hogy nem tölti ki teljesen a kúpos hézagprofilt, így üregek maradnak. A nagy padlófelületek hézagfugázását folyamatos műveletként kell megtervezni, megfelelő személyzettel és keverőképességgel, hogy egyetlen fugafutáson belül elkerülhető legyen a hideg hézag.
Telepítés utáni ellenőrzések
A beépítés és fugázás után az elkészült üreges padlózatot meg kell vizsgálni a következők szempontjából:
- Differenciálhajlás a szomszédos egységek között – ±5 mm-en belül elfogadható feltöltés nélkül; ha nagyobb, akkor további esztrichmélységre lehet szükség a sík felület eléréséhez
- Fuga teljesség minden hossz- és keresztirányú hézagban
- A végcsapágy megfelelősége minden támasznál
- Az öntött lapkák állapota – minden sérült vagy rosszul elhelyezett lapkát jelenteni kell, és ki kell javítani a feltöltés vagy a bevonat felhordása előtt
- Kezelési sérülések hiánya: repedések a födém végén, repedések a felfekvési területeken vagy hosszanti repedések a szalagokban, ami szállítási vagy szerelési sérülést jelezhet
Újítások az üreges födémtechnológiában és a mágneses zsaluzási rendszerekben
Az előregyártott betonipar továbbra is fejleszti mind az üreges maglemez-terméket, mind az előállításukhoz használt gyártási rendszereket. Az aktív fejlesztés több területére érdemes odafigyelni a hosszú távú infrastrukturális beruházási döntéseket hozóknak.
Ultra-nagy teljesítményű beton üreges maggyártásban
Számos európai és ázsiai kutatási programban folyik az üreges magalkalmazásokhoz használható ultra-nagy teljesítményű beton (UHPC) kutatása. A 150–200 MPa nyomószilárdságú UHPC keverékek lehetővé teszik a szalagvastagság további csökkentését, csökkentve az önsúlyt, miközben megtartják a nyíróképességet. A gyártási kihívás az, hogy az UHPC nem kompatibilis a szabványos extrudáló berendezésekkel – a szálerősítés és a keverék viszkozitása módosított öntési módszereket igényel – és zsalumágnesek and precision magnetic formwork systems a vékonyabb, nagyobb pontosságú formák elhelyezése még kritikusabbá válik.
Automatizálás és robotika a zsaluzásban
Számos előregyártott berendezésgyártó kínál már olyan robotzsaluzat-beállító rendszert, amely a BIM-modellből olvassa be az elemek elrendezését, és automatikusan elhelyezi az oldalformákat, a végütközőket és a betéteket a raklap felületén. Ezek a rendszerek jellemzően látórendszerekkel ellátott portálrobotokat használnak a zsaluzatelemek kiválasztására és elhelyezésére zsalumágnesek végső rögzítőmechanizmusként a robot elhelyezi az űrlapot, és a mágneses horgony aktiválódik, hogy a helyére rögzítse. E rendszerek korai alkalmazói ±1–2 mm-es szerszámbeállítási pontosságról és a kézi beállításnál jóval alacsonyabb ciklusidőről számoltak be, egyenletes minőség mellett, és csökkent a kezelő fáradtsága.
Digitális integráció és intelligens termelés
A modern előregyártott üzemek egyre inkább integrálják a digitális ikertechnológiát – a termelési szint valós idejű virtuális modelljét – minőségellenőrző rendszerekkel, készletkezeléssel és logisztikával. Minden elemhez a gyártás helyén egyedi QR-kódot vagy RFID-címkét rendelnek, amely összekapcsolja a digitális rekordját az adott betontétellel, a száltételekkel, a mágnessel rögzített betétpozíciókkal és a méretellenőrzési eredményekkel. Ezt a nyomon követhetőséget egyre inkább megkövetelik a fővállalkozók és a megrendelők olyan összetett projekteknél, ahol az épület 50–100 éves tervezési élettartama alatt szerkezeti elszámoltathatóságra van szükség.
A mágneses zsaluzatrögzítés pontossága – a kész elem kiszállítás előtti lézeres szkenneléses minőségellenőrzésével kombinálva – ennek a digitális minőségi láncnak a részét képezi. Az összes méretellenőrzésen, betonszilárdság-feljegyzésen és szemrevételezésen áteső födémet a helyszínen QR-szkenneléssel elérhető teljes gyártási nyilvántartással együtt szállítanak ki, amely lehetővé teszi a szerkezetmérnök vagy az épület tulajdonosa számára, hogy ellenőrizze a megfelelőséget anélkül, hogy kizárólag papíralapú tanúsítványokra hagyatkozna.








