Ha szerkezeti betonépítésről van szó, a betonacél helyes bekötése az egyik legkritikusabb lépés, amely meghatározza, hogy egy szerkezet biztonságosan fog-e működni évtizedeken keresztül . Akár előregyártott paneleken, helyben öntött födémeken vagy összetett gerendaszerelvényeken dolgozik, a betonacél rögzítésének módja közvetlenül befolyásolja a terhelés átadását, a betonburkolat konzisztenciáját és a hosszú távú tartósságot. A rövid válasz: használja a megfelelő átmérőjű kötőhuzalt, alkalmazza a megfelelő kötözési mintát az illesztési típusnak, tartson fenn legalább 1,5 hüvelykes betonburkolatot, és mindig párosítsa a kötözési munkát a minőséggel Előregyártott beton tartozékok amelyeket az adott alkalmazáshoz terveztek.
Ez az útmutató mélyrehatóan foglalkozik a betonacél kötözésének minden aspektusával – a huzalmérőktől és a kötözőszerszámoktól egészen a tartozékok, például bárszékek, távtartók és mechanikus csatolók és a betonacél szerelvény közötti kölcsönhatásig. Ha vasbetont specifikál, gyárt vagy vizsgál, erre az információra van szüksége.
Miért fontosabb a betonacél megfelelő kötözése, mint azt a legtöbben gondolják
A betonacél-kötések nem mérnöki értelemben szerkezetiek – nem hordoznak terhelést. De összetartják a ketrecet a betonozás során, megakadályozva, hogy a rudak elmozduljanak a betonvibrátor vibrációja vagy a friss beton súlya és áramlása hatására. Egy párral rosszul igazított sáv fél hüvelyk 5-10%-kal csökkentheti a gerendaszakasz effektív mélységét , jelentősen csökkenti a hajlítási kapacitást a probléma látható jele nélkül.
A következmények súlyosbodnak az előregyártott betongyártásban, ahol a szűk mérettűrések szabványosak. Az előregyártott panelek, hídgerendák és szerkezeti oszlopok egy hüvelyk töredékére mért betonacél pozíciókkal vannak kialakítva. A laza kötések, amelyek lehetővé teszik a rudak elmozdulását a betonkészletek előtt, olyan tűréshatáron kívüli alkatrészekhez vezethetnek, amelyek nem felelnek meg a minőségellenőrzésnek – vagy ami még rosszabb, átmennek az ellenőrzésen és alulteljesítenek az üzemben.
A méretszabályozáson túl a megfelelően megkötött ketrecek támogatják a konzisztens elhelyezést Előregyártott beton tartozékok például emelőbetétek, rögzítőlapok, beágyazott lemezek és hüvelyek. Ezek a tartozékok merev betonacél ketreceken alapulnak, hogy a helyükön maradjanak. A rosszul megkötött ketrec egy rosszul elhelyezett betét, és ez helyszíni problémákat jelent: rosszul illeszkedő csatlakozások, nem megfelelő terhelési besorolások és költséges helyreállítás.
Kötőzsinór: típusok, mérőeszközök, és mikor kell mindegyiket használni
A betonacél kötözésének legelterjedtebb anyaga a lágyított fekete huzal, amelyet puha fekete huzalnak is neveznek. Az izzítás utáni lágysága lehetővé teszi, hogy törés nélkül szorosan csavarható legyen, és száraz környezetben is viszonylag jól ellenáll a korróziónak. A betonacél kötözés szabványos mérőtartománya a 16-18 AWG (amerikai vezetékmérő) , a 16,5 AWG a legelterjedtebb a kereskedelmi építésben.
Vezetéktípusok alkalmazás szerint
| Vezeték típusa | Mérő | Legjobb alkalmazás | Megjegyzések |
| Lágyított fekete drót | 16–18 AWG | Általános födém-, fal-, oszlopmunka | A leggazdaságosabb, széles körben elérhető |
| Horganyzott huzal | 16 AWG | Tengeri, tengerparti, magas páratartalmú övezetek | Magasabb költség, jobb korrózióállóság |
| Rozsdamentes acél huzal | 16–18 AWG | Epoxibevonatú vagy rozsdamentes betonacél ketrecek | Megakadályozza a galvanikus korróziót a különböző fémek között |
| Előre vágott kötözőhuzal (tekercsek) | 16,5 AWG | Automata kötözőszerszámok, nagy volumenű munka | Akkumulátoros kötőszerszámokkal működik |
1. táblázat: Általános kötőhuzaltípusok és javasolt alkalmazásaik a betonacél megmunkálásában
Egy praktikus tipp a terepen: ne használjon túl nehéz drótot a rúdkombinációhoz. A 4-es számú rúd 14 AWG huzallal történő megkötése csavart farkokat eredményez, amelyek kinyúlnak a burkolati zónába. A csavart farkokat mindig befelé kell hajlítani – a ketrec teste felé –, hogy ne vándoroljanak a betonfelületre, és ne okozzanak rozsdafoltot vagy repedést.
Szabványos nyakkendőminták és alkalmazásuk helye
A betonacél gyakorlatában hat általánosan elismert kötési minta létezik, amelyek mindegyike egy adott kötési geometriához vagy szerkezeti követelményhez igazodik. Annak ismerete, hogy melyiket kell alkalmazni, csökkenti a huzalpazarlást, felgyorsítja a gyártást, és biztosítja, hogy a kötőelem valóban kitart a beton elhelyezési erőinek hatására.
A Snap Tie
A pattintós kötőelem (más néven egyszerű kötőelem) a leggyorsabban kivitelezhető, és sík födémek és falak kereszteződéseihez alkalmas, ahol a rudak 90 fokban keresztezik egymást, és a csatlakozás nem lesz kitéve erős vibrációnak. Hurkolja meg a huzalt mindkét rúd köré, keresztezze a végét, és csavarja össze egy kampós szerszámmal, amíg szorosan nem illeszkedik. Egy tapasztalt vasmunkásnak kevesebb, mint 3 másodpercre van szüksége egy döntetlenre. A kötőelemek azonban nem megfelelőek az építési hézagok közelében lévő kereszteződésekben vagy olyan helyeken, ahol a rudakat pontosan kell tartani – lehetővé teszik az erő hatására enyhe elfordulást.
A nyeregkötő
Azoknál a kereszteződéseknél, amelyeknek nagyobb mozgásnak kell ellenállniuk – különösen a függőleges rudakhoz kötött oszlopketrec-karikák esetében – a nyeregkötöző a vezetéket a keresztező rúd alá és a felső rúd fölé csavarja mindkét oldalon, mielőtt megcsavarná. Ez egy négypontos érintkezőt hoz létre, amely sokkal jobban ellenáll a rúd elfordulásának, mint egy pattintós kötőelem. A legtöbb oszlopkalitka-specifikáció legalább minden harmadik kereszteződésnél megköveteli a nyeregkötést, máshol engedélyezett a pattintós rögzítés.
A nyolcas figura nyakkendő
Elsősorban ott használják, ahol a rudak 90 foktól eltérő szögben keresztezik egymást, vagy ahol különösen biztonságos csatlakozásra van szükség. A huzal nyolcas alakzatban halad át mindkét rúd körül, mielőtt megcsavarná. Ez a kötőelem előnyös a gerendák átlós nyíróerősítéséhez és az oszlopketrecek sarkainál történő rögzítéshez is. Kicsit több huzalt és időt vesz igénybe, de észrevehetően merevebb kötést eredményez.
A csomagoló- és nyeregnyakkendő
A nehéz ketrecek – például a hídpillérek sapkáiban vagy a nagy előregyártott gerendákban lévők – gyakran előírnak csomagoló-nyeregkötéseket. A huzal teljesen az alsó rúd köré tekered, mielőtt áthúzná a felső rúdra és megcsavarná. Ez a legbiztonságosabb kézi rögzítési minta, és néhány DOT-specifikáció megköveteli a hídelemek elsődleges megerősítéséhez.
A Snap Tie with Kick (Double-Loop)
A kötőelem olyan változata, ahol a drótot megduplázzák a tekercselés előtt. Gyakori szőnyeg alapoknál, ahol a rudak nagyok (#8 és nagyobb), és egyetlen huzalszál nem biztosít elegendő szorítóerőt. A huzal megkétszerezése hatékonyan megduplázza a kötési erőt.
Kötözőszerszámok: a kézi horogtól az akkumulátoros gépekig
A megfelelő kötözőszerszám drámaian csökkenti a munkaidőt. Egy nagy kereskedelmi födémöntést az akkumulátoros automata kötözőszerszámokat használó személyzet képes elérni 2-3-szor a kötési sebesség egy kézi horgokat használó legénység, egyenletesebb csavarhúzással és kevesebb kézfáradással.
Kézi kötőhorgok
A standard kézi horog egy egyszerű hajlított rúdszerszám, jellemzően 8-10 hüvelyk hosszú. Léteznek olyan forgatható horgú gyorshorgok is, amelyek lehetővé teszik a huzal megcsavarását a fogantyú forgatásával, nem pedig a csukló pöccintésével – ezek jelentősen csökkentik a kéz fáradását nagy munkák során. A kézi horgok nem igényelnek áramforrást, és bármilyen körülmények között működnek, így tartalék szerszámokká válnak olyan szűk vagy kényelmetlen helyeken, ahol az automata szerszám nem fér el.
Akkumulátoros automatikus kötözőszerszámok
Az olyan gyártók szerszámai, mint a MAX, Makita és DEWALT, előre feltöltött huzaltekercseket használnak, hogy egy másodperc alatt becsavarják és megcsavarják a nyakkendőt. A kezelő elhelyezi a szerszámot a rúd metszéspontjában, és meghúzza a ravaszt – a többi automatikus. Egyetlen kezelő egy automata szerszámmal óránként 200-300 kötözést tud végrehajtani szemben a kézi horoggal 60-100 óránként. Ezek az eszközök valódi termelékenységi szorzót jelentenek a nagy födémöntések, előregyártott ketrecgyártás és szőnyegalapozás esetén.
Az ezekhez a szerszámokhoz tartozó huzaltekercseket általában 50 méteres vagy 120 méteres tekercsekben árulják, az adott szerszámmodellhez igazodó méretekben. Mindig ellenőrizze a tekercsek kompatibilitását a szerszám márkájával – a nem illeszkedő tekercsek elakadást és elvesztegetett vezetéket okoznak.
Pneumatikus kötözőszerszámok
Az észak-amerikai építőiparban kevésbé elterjedt, de Japánban és Európa egyes részein széles körben használt pneumatikus kötözőszerszámok gyorsabbak, mint az akkumulátoros megoldások, és nem igényelnek töltést. Jól működnek előregyártott üzemekben, ahol már van kompresszor a helyszínen. A kompromisszum a levegőtömlő, amely korlátozza a mobilitást az akkumulátoros elektromos szerszámokhoz képest.
Előregyártott beton tartozékok That Work With Your Rebar Cage
Az előregyártott betongyártásban a betonacél ketrec nem csupán szerkezeti megerősítés – ez az a platform, amelyre több tucat Előregyártott beton tartozékok öntés előtt rögzítik. Ezek a tartozékok magukban foglalják az emelőbetéteket, a rögzítőelemeket, a rögzítőlemezeket, az elektromos vezetéktartókat, a blokkolóelemeket, a hüvelyeket és a beágyazott csatlakozó hardvereket. A betonacél ketrecének megkötése közvetlenül befolyásolja a tartozékok elhelyezésének pontosságát.
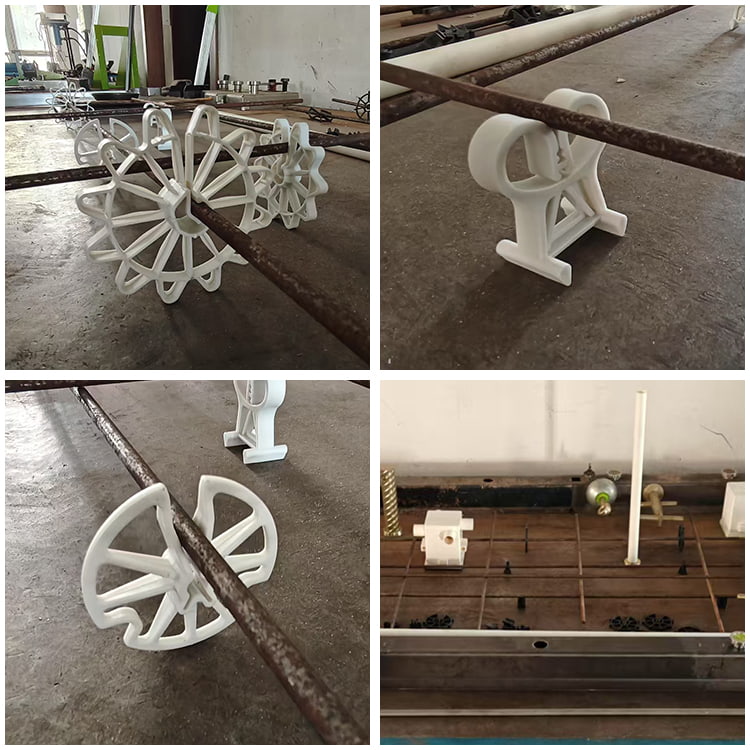
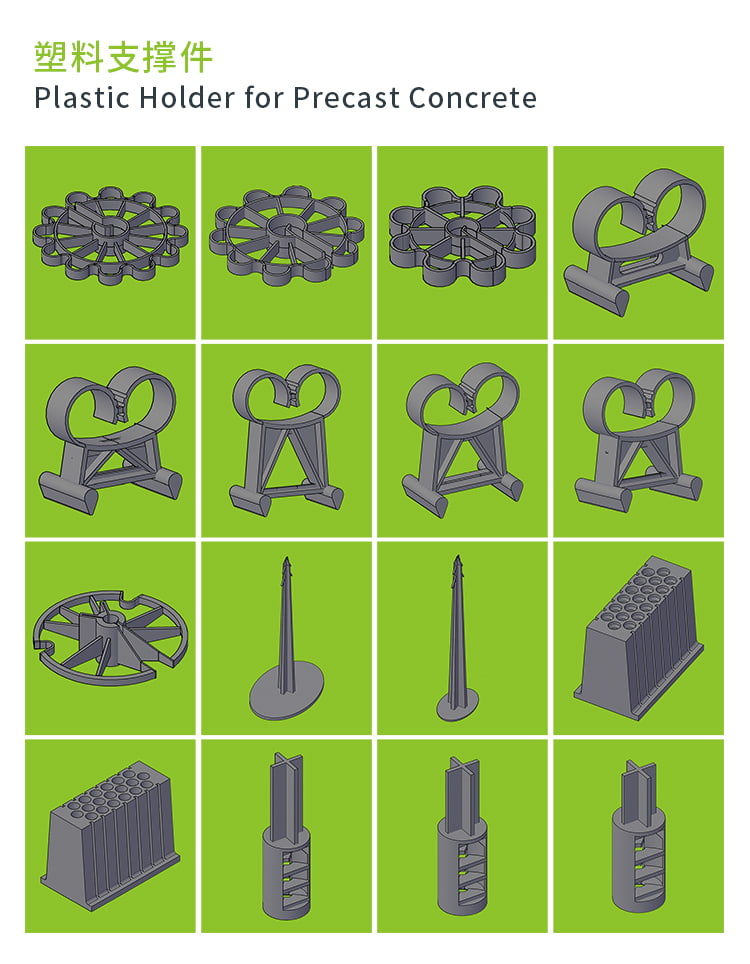
Bárszékek és betonacél távtartók
A bárszékek és távtartók a leggyakrabban használtak Előregyártott beton tartozékok . A betonacél ketrecét a megfelelő magasságban tartják a forma felett (alsó fedél) és távol a függőleges formafelületektől (oldalsó burkolat). Az időjárásnak nem kitett előregyártott elemekre az ACI 318 szerinti minimális betonburkolati követelmények jellemzően 3/4 hüvelyk födémekhez és falakhoz, 1,5 hüvelyk gerendákhoz és oszlopokhoz , de sok előregyártó nagyobb burkolatot ír elő a tartósság érdekében.
- Műanyag bárszékek: könnyű, korrózióálló, 3/4 hüvelyk és 4 hüvelyk közötti magasságban kaphatók; szabványos választás a legtöbb előregyártott alkalmazáshoz
- Betonblokk székek: ott használják, ahol a műanyag pontterhelési szilárdsága miatt a szék beleütődik egy puha felületbe; gyakran használják talajt tartó födémekben
- Folyamatos huzaltávtartók: a rúd hosszában használatosak a falpanelek oldalburkolatának fenntartásához; gyorsabban telepíthető, mint az egyes székek
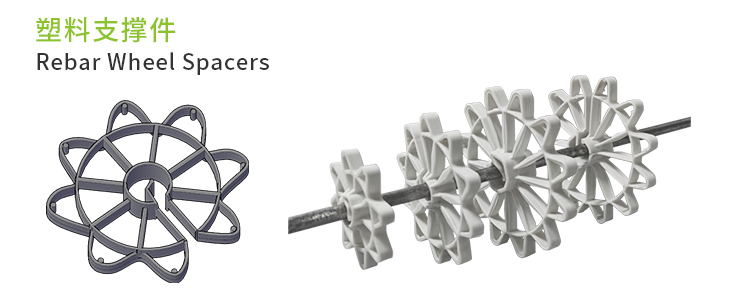
- Kör alakú távtartók (fánkok): közvetlenül a rúdra rögzíthető, hogy megőrizze a burkolatot a formált függőleges felületekről; szabványos 3/4, 1, 1,5, 2 és 3 hüvelykes borítási lépésekben kapható
Emelőbetétek és horgonyok
Az emelőbetétek az előregyártott betontartozékok egyik biztonsági szempontból legkritikusabb kategóriája. Pontosan kell elhelyezni őket a betonacél ketrecében, és biztonságosan rögzíteni kell a szomszédos rudakhoz, hogy megakadályozzák az elfordulást vagy elmozdulást az öntés során. Egy olyan emelőbetét, amely akár egy hüvelyknyire is elmozdul a meghatározott helyéről, kívül eshet a szükséges beágyazási zónán, ami potenciálisan csökkenti névleges teherbírását 20-40% éltávolság hatásoktól függően.
Az emelőbetétek tipikus kötési követelményei: a betét rögzítő lábait a szomszédos betonacélhoz kell kötni nyolcas figurával vagy csomagoló- és nyeregkötésekkel – nem pattintós kötegekkel. A betétgyártók jellemzően beszerelési útmutatókat adnak meg, amelyek meghatározzák a minimális rögzítési pontokat, és ezeket szigorúan be kell tartani.
Beágyazott lemezek és csatlakozó hardver
Az acéllemezekhez, a hegesztett csapokhoz és az előregyártott elemekbe ágyazott szerkezeti szögekhez közvetlenül a lemezhorgonyokhoz és a betonacél ketrecébe kell rögzíteni. A kötésmintának elég merevnek kell lennie ahhoz, hogy a lemez ne forogjon el rezgés közben. A 6 hüvelyknél nagyobb tányérokat legalább négy ponton kell megkötni, és minden sarokcsapnál nyolcas számot kell rögzíteni.
Mechanikus betonacél csatlakozók
A mechanikus betonacél-csatlakozók – amelyeket az építési illesztéseknél használnak a rudak végpontok közötti összekötésére – az előregyártott betontartozékok speciális kategóriája, amelyek közvetlenül kölcsönhatásba lépnek a kötözési folyamattal. Csatolók beszerelésekor a kötés mindkét oldalán lévő rudakat egymástól függetlenül kell a kosárhoz rögzíteni, mielőtt a tengelykapcsolót becsavarják vagy felcsavarják. Az ASTM A1034 szerint tanúsított tengelykapcsolóknak a csatlakoztatott rúd meghatározott folyáshatárának 125%-át kell kifejteni. feszültségben – valódi szerkezeti elemek, nem csak pozíciótartók.
Betonburkolat és ellenőrzés: A számok, amelyek számítanak
A betonburkolat – a legközelebbi rúdfelület és a külső betonfelület közötti távolság – az elsődleges védelem a vasalás korróziója ellen. A meghatározott burkolat elérése teljes mértékben a helyesen elhelyezett bárszékektől és a jól megkötött betonacél ketrectől függ, amely nem hajlik el a betonbehelyezési erők hatására.
| Tag típusa | Expozíciós állapot | Min. Borító (ACI 318) |
| Födém, fal, gerenda | Nincs kitéve az időjárásnak | 3/4 hüvelyk (19 mm) |
| Gerenda, oszlop | Nincs kitéve az időjárásnak | 1,5 hüvelyk (38 mm) |
| Födém, fal, gerenda | Időjárásnak kitett (#5 és kisebb) | 1,5 hüvelyk (38 mm) |
| Födém, fal, gerenda | Időjárásnak kitett (#6 és nagyobb) | 2 hüvelyk (50 mm) |
| Gerenda, oszlop | Időjárásnak kitéve | 2 hüvelyk (50 mm) |
| Lábazat (földre öntve) | Földdel érintkezve | 76 mm |
2. táblázat: Minimális betonfedési követelmények ACI 318 szerint, különböző elem- és expozíciós feltételekhez
Az ellenőrzés során a minőségellenőrök által leggyakrabban talált eltérések a nem megfelelő burkolat (a rácsok a nyomtatványon szék nélkül támaszkodnak) és a hiányzó kötőelemek, amelyek lehetővé teszik a rudak szétszóródását. Az előregyártóktól származó iparági adatok arra utalnak, hogy az elutasított panelek akár 15%-a fedéssel kapcsolatos problémákat tartalmaz amelyek közvetlenül visszavezethetők a nem megfelelő széktávolságra vagy a ketrec nem megfelelő megkötésére.
Gyakorlati ellenőrző lista betonacél kötözéséhez:
- A rúdtávolság a tűréshatáron belül illeszkedik a rajzokhoz (általában /- 1 hüvelyk födémeknél, /- 3/8 hüvelyk gerendáknál)
- A székek vagy távtartók az elhelyezési rajzokon meghatározott időközönként vannak jelen (födémeknél jellemzően 4 lábonként)
- Minden átlapolt toldáshossz megfelelő, és teljesen össze van kötve az átfedési zónában
- A kötőhuzal farok befelé hajlik, nem nyúlik ki a felület felé
- Minden beágyazott tartozék (betétek, lemezek, hüvelyek) a ketrechez van kötve a minimálisan meghatározott rögzítési pontokon
- Nincsenek laza kötések – minden megkötött kereszteződés kitart a kézi lökési teszt alatt
Merevítőacél kötözés az előregyártott gyártásban: folyamat- és minőségellenőrzés
Az előregyártott beton gyártása több fontos szempontból különbözik a helyben öntött konstrukciótól, amelyek befolyásolják a betonacél kötözésének kezelését. Egy előregyártott üzemben a ketreceket erre a célra kialakított jig asztalokon vagy vízszintes ágyakon gyártják, majd öntéshez formákba emelik. A ketrecgyártási folyamat erősen rendszerezett, és a legtöbb üzem szabványos működési eljárásokat (SOP) használ, amelyek részletesen meghatározzák a kötözési mintákat, a huzalhosszt és a tartozékok elhelyezését.
Jig-alapú ketrecgyártás
Az állítható csapütközőkkel ellátott acél jig asztalok lehetővé teszik a dolgozók számára, hogy a betonacél ketreceket a formákba emelés előtt pontos méretre pozícionálják és rögzítsék. A fúró biztosítja a rúdtávolságot és a ketrec teljes méreteit, mielőtt bármilyen huzalt felhelyeznénk. Egy jól működő előregyártott üzemben a kosárban történő gyártás 60-70%-kal csökkentheti a selejt méretét. magába a formába való kötéshez képest.
A ketrec rögzítése után a tartozékokat rögzítik: a bárszékeket az alsó rudakhoz kell rögzíteni, az emelőbetéteket a megadott helyekre huzalozzák, és a beágyazott vasalatokat rögzítik. Az elkészült ketrecet ezután egy egységként emelik fel és helyezik be a formába, ahol az öntés előtt éltávtartókat és további tartozékokat lehet hozzáadni.
Dokumentáció és nyomon követhetőség
A minőségi előregyártott gyártók olyan dokumentációt vezetnek, amely minden ketrec-szerelvényt visszavezet az elhelyezési rajzokra, a sávlistára és az azt előállító munkásokra. Ez nem csak jó gyakorlat, hanem olyan szabványok is megkövetelik, mint például a PCI MNL-116 (Kézikönyv az üzemek minőség-ellenőrzéséhez és a szerkezeti előregyártott betontermékek gyártásához), valamint számos híd- és épületelemekre vonatkozó projektspecifikáció.
Ha nem megfelelőséget találnak – mondjuk hiányzó kötőelemet az emelőbetétnél vagy egy kihelyezett rögzítőlemezt –, a dokumentáció nyomon követhetősége lehetővé teszi a gyártó számára, hogy megvizsgálja a kiváltó okot, és javítsa a folyamatot. Enélkül ugyanaz a hiba megismétlődik.
Kötési gyakoriság nagy termelésű előregyártott termékekben
A szőnyegketrecben nem kell minden kereszteződést megkötni. A legtöbb specifikáció és a CRSI (Concrete Reinforcing Steel Institute) Elhelyezési betonacélok kézikönyve lehetővé teszi a lapos rácsos ketrecekben a váltakozó metszéspontos kötözést, feltéve, hogy a megkötött metszéspontok semmilyen irányban nem lehetnek 18 hüvelyknél távolabb egymástól. A gyakorlatban az összes kerületi kereszteződés és minden más belső kereszteződés összekötése olyan ketrecet állít elő, amely megtartja a geometriáját, anélkül, hogy minden egyes átkelés munkaköltsége lenne.
Ahol ez a szabály megváltozik: az összes metszéspontot az építési hézagtól számított 24 hüvelyken belül, az emelőbetét vagy horgonylemez beágyazási zónáján belüli összes metszéspontot, valamint az átlapolt toldásoknál lévő összes metszéspontot teljesen le kell kötni, kihagyás nélkül.
Gyakori hibák a merevítőacél kötésekor és azok elkerülése
Az előregyártott és a helyben öntött konstrukciókból származó több éves helyszíni megfigyelés és minőségellenőrzési adatok következetesen ugyanazt a hibacsoportot tárják fel. Felismerésük az első lépés a megszüntetésük felé.
Alulkötő nagy ketrecek
A nagy ketreceken – mondjuk egy 40 láb hosszú hídgerendás ketrecben, több száz kereszteződéssel – a munkások időnként kihagyják a kötözést, hogy időt takarítsanak meg. Az eredmény egy olyan ketrec, amely stabilnak tűnik a fúrógépen, de szétterül, ha daruval emelik, vagy elmozdul a beton vibrációja során. Bármilyen rúdmozgás a betonozás során állandó ; a beton mindenhol reteszeli a rudat, ahol az merevedéskor leülepszik. A javítás egy kötési gyakorisági szabvány, amelyet egy művezető vagy minőségellenőrző ellenőr kényszerít ki, és nem az egyéni belátásra van bízva.
Kiálló drótfarok
A bal oldali csavart farok, amely kifelé mutat egy formalap felé, a vibráció során a betonfelület 1/4 hüvelykére vándorolhat. Amint a beton megköt, a farok rozsdásodik és befesti a felületet az első néhány fagyasztási-olvadási ciklusban. Építészeti előregyártott kivitelben ez befejezési hiba. Szerkezeti előregyártott kivitelben rossz minőségellenőrzést jelez. Minden vezeték végét befelé kell hajlítani – ez egy extra másodpercet vesz igénybe, és teljesen kiküszöböli a problémát.
Rossz székmagasság
A nem megfelelő magasságú bárszék rendkívül gyakori azokon a telephelyeken, ahol ugyanazon a területen több előregyártott elemet gyártanak, eltérő burkolati követelményekkel. A legegyszerűbb megelőző intézkedés a székek magasság szerinti tárolása egyértelműen felcímkézett tárolókban, és a szék magasságának az elhelyezési rajz alapján történő ellenőrzése a gyártás megkezdése előtt. A 3/4 hüvelykes székek és az 1,5 hüvelykes székek félreértelmezése nem nyilvánvaló vizuálisan egy gyors átjárás során; csak fizikai mérésnél mutatkozik meg.
Nem megfelelő kapcsolatok a kiegészítő helyeken
Amint azt korábban említettük, az emelőbetéteket és a beágyazott lemezeket nyolcas figurával vagy nyeregkötésekkel kell megkötni, nem pattintós kötegekkel. Az emelőbetét horgonylábánál lévő rögzítőelem elfordulhat a betonbehelyezési erők hatására. Amikor a beton megkeményedik, a betét inkább szögben áll, mint függőlegesen, ami csökkenti az effektív teherbírását, és potenciálisan az emelő vasalat menetes csatlakozását okozhatja, vagy keresztbe nyúlik.
A rúdbevonat-kompatibilitás figyelmen kívül hagyása
Az epoxibevonatú betonacél kompatibilis kötőhuzalt igényel, hogy megakadályozza a galvanikus korróziót az érintkezési ponton. Az epoxi-bevonatú rúdra kötözött fekete izzított huzal kis galváncellát hoz létre a bevonat minden résén vagy érintkezési pontján. Használjon epoxibevonatú vagy horganyzott kötőhuzalt epoxi bevonatú betonacéllal , az ASTM A775 és a kapcsolódó szabványok szerint. Ezt a részletet gyakran figyelmen kívül hagyják a terepen, de kifejezetten megkövetelik a híd- és tengeri szerkezetek specifikációiban.
Előregyártott betontartozékok kiválasztása a hosszú távú teljesítmény érdekében
Az előregyártott betontartozékok választéka – a bárszékektől az emelőrendszerekig – közvetlen hatással van arra, hogy az előregyártott szerkezet mennyi ideig működik karbantartás nélkül. Azok a tartozékok, amelyek korrodálódnak, terhelés hatására deformálódnak vagy méretük meghibásodik az évek óta eltelt használat során, veszélyeztethetik az egyébként jól megépített elemek szerkezeti integritását.
Anyagválasztás bárszékekhez és távtartókhoz
A műanyag (polipropilén vagy nagy sűrűségű polietilén) bárszékek szabványosak a legtöbb előregyártott és helyben öntött munkához. Kémiailag közömbösek, nem korrodálódnak, és méretstabilak a beton kikeményedésénél tapasztalható hőmérsékleten. A műanyag székekkel kapcsolatos probléma a pontterheléses teljesítmény nehéz betonacél alatt: #11 bárok és nagyobb, vagy kötegelt rúdcsoportok feltörhetik a vékony falú műanyag székeket ha a széktávolság túl széles. Használjon a várható terhelésnek megfelelő nagy teherbírású székeket, vagy váltson acéldrót-székekre a nagyméretű rúd alkalmazásokhoz.
Az acélhuzalszékek alkalmasak nehéz ketrecekhez, és elhajlás nélkül szélesebbre nyúlhatnak, de vagy epoxi bevonattal kell rendelkezniük, vagy legalább 1,5 hüvelykkel a forma felett kell elhelyezni őket – a csupasz acélszékek a formalapon néhány éven belül rozsdafoltot táviratoznak a betonfelületre.
Az emelőbetét terhelési besorolása és biztonsági tényezői
Az emelőbetéteket az előregyártott elem súlya, a csákánypontok száma, az emelőhevederek dőlésszöge, valamint az emelő- és lengési műveletek során alkalmazott dinamikus terhelési tényező alapján kell kiválasztani. A legtöbb emelőbetét-gyártó megköveteli a minimális biztonsági tényező 4:1 statikus terhelés mellett , 2-3 dinamikus tényezővel a daru lökésterhelésének figyelembevételére.
Az emelőbetétek és a betonacél ketrec közötti kölcsönhatás kritikus. A szomszédos rudakhoz nem megfelelően rögzített lapka nem fejleszti ki teljes beágyazódási szilárdságát – a betonkúp kitörési képessége attól függ, hogy a lapka megfelelő éltávolsággal és beágyazási mélységgel a tervezési pozíciójában marad. Mindig tekintse át a gyártó beszerelési utasításait az élektől és egyéb betétektől való minimális távolságra vonatkozóan, és a gyártás megkezdése előtt ellenőrizze ezeket az elhelyezési rajzokkal.
Beágyazott kapcsolati hardver
Az előregyártott elemekbe ágyazott hegesztett lemezek, csapos sínek és szerkezeti szögek csatlakozási pontként szolgálnak a helyszínen felállított szerkezeti acélhoz, burkolati rendszerekhez vagy a szomszédos előregyártott elemekhez. Pozíciópontossági követelményeik szigorúak – a szerkezeti acél csatlakozások helyszíni szerelési tűrése általában /- 1/4 hüvelyk alaprajzban és magasságban, ami azt jelenti, hogy a beágyazott lemeznek ezen a tűrésen belül kell lennie, miután az összes gyártási és szerelési tűrést egymásra rakták. A beágyazott lemezek horgonycsapjait vagy horgonylábait megfelelően rögzíti a betonacél ketrechez, és óvatosan helyezi a ketrecet a kalibrált székekre, így tartható fenn ez a tűrés.
Összefoglalás: A betonacél rögzítésének bevált gyakorlatai előregyártott és helyben öntött munkákban
A betonacél kötésének alapjai nem bonyolultak, de következetes figyelmet igényelnek a ketrecgyártás és elhelyezés minden lépésénél. Íme a legfontosabb tudnivalók:
- Használja 16-16,5 AWG lágyított fekete huzal szabványos munkákhoz; illessze a huzal típusát a betonacél bevonatához (horganyzott vagy epoxihuzal bevonatos rudakkal)
- Alkalmazzon nyereg vagy nyolcas kötéseket a nagy mozgású helyeken – oszlopketrec-karikák, építési illesztések, átlapoló toldások és beágyazott tartozékok rögzítési pontjai
- Csavarás után hajlítsa be az összes huzalvéget, hogy megakadályozza a betonfelület felé történő migrációt
- Használja the correct bar chair height for the specified cover — verify against the placing drawing before fabrication, not after
- Kösd össze mindet Előregyártott beton tartozékok (betétek, lemezek, karmantyúk) a gyártó által meghatározott minimális rögzítési pontokon, nyolcas számmal vagy csomagoló-nyeregkötésekkel
- Fontolja meg az akkumulátoros automata kötözőszerszámokat nagy mennyiségű munkához – a termelékenység és a konzisztencia jelentős növekedése
- Ellenőrizzük a ketreceket az elhelyezés előtt egy írásos ellenőrző lista segítségével – a burkolat, a távolságok, az illesztési hosszok, a tartozékok pozíciói és a kötővégek
- Az előregyártott gyártás során készítsen felrakóasztalokat, és tartson fenn olyan dokumentációt, amely támogatja a nyomon követhetőséget és a minőségi auditálási követelményeket
A jól megkötött ketrec láthatatlan a kész szerkezetben – ami pontosan olyan, amilyennek lennie kell. A cél az a beton, amely pontosan úgy működik, ahogy tervezték, és a vasalás pontosan ott marad, ahol elhelyezték, a szerkezet teljes tervezési élettartama alatt.